





CNC-töötlemise tüübid
Mehaaniline töötlemine on tootmistermin, mis hõlmab laia valikut tehnoloogiaid ja tehnikaid. Ligikaudselt võib seda määratleda kui protsessi, mille käigus eemaldatakse töödeldavast detailist materjali, kasutades selleks mootorajamiga tööpinke, et kujundada see kavandatud kujunduseks. Enamik metallkomponente ja osi vajab tootmisprotsessi ajal mingit töötlemist. Muud materjalid, nagu plast, kumm ja paber, valmistatakse tavaliselt ka töötlusprotsesside kaudu.
Töötlemistööriistade tüübid
Töötlemistööriistu on mitut tüüpi ja neid võib kasutada eraldi või koos teiste tööriistadega tootmisprotsessi erinevates etappides, et saavutada osa kavandatud geomeetria. Töötlemistööriistade peamised kategooriad on järgmised:
Igavad tööriistad: Neid kasutatakse tavaliselt viimistlusseadmetena, et suurendada materjali varem lõigatud auke.
Lõiketööriistad: Sellised seadmed nagu saed ja käärid on tüüpilised lõikeriistade näited. Neid kasutatakse sageli ettemääratud mõõtmetega materjali, näiteks lehtmetalli, soovitud kuju lõikamiseks.


Puurimisriistad: see kategooria koosneb kahe servaga pöörlevatest seadmetest, mis loovad pöörlemisteljega paralleelsed ümarad augud.
Lihvimistööriistad: Need instrumendid rakendavad pöörlevat ratast peene viimistluse saavutamiseks või toorikule kergete lõigete tegemiseks.
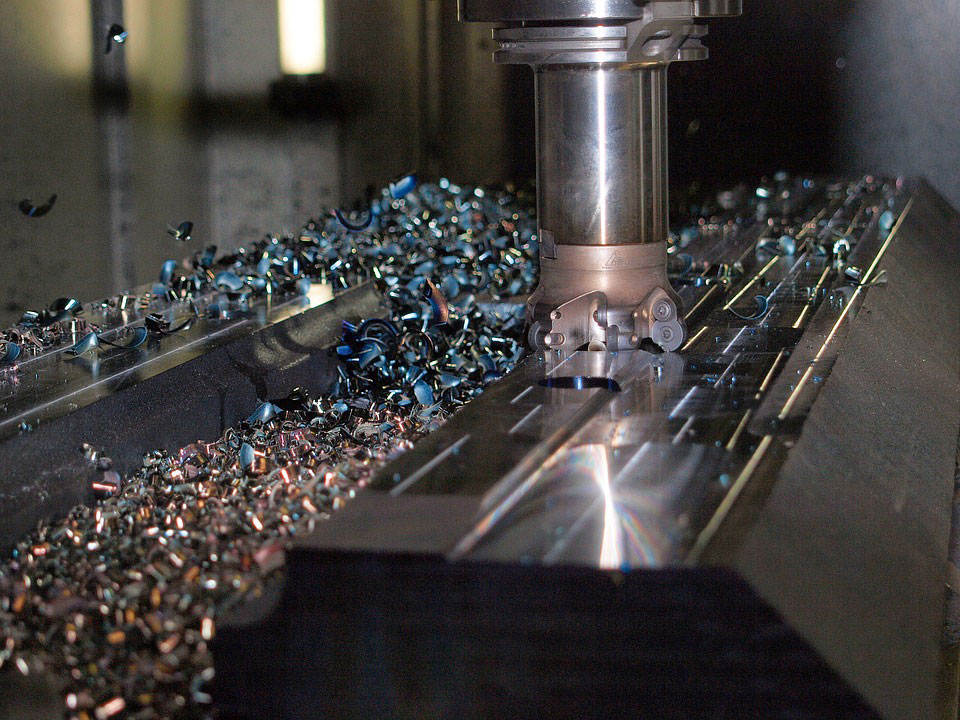
Freesimistööriistad: Freestööriist kasutab mitme teraga pöörlevat lõikepinda, et luua mitteringikujulisi auke või lõigata materjalist ainulaadseid kujundusi.
Treimise tööriistad: Need tööriistad pööravad töödeldavat detaili ümber oma telje, samal ajal kui lõikeriist vormib selle vormimiseks. Treipingid on kõige levinumad treiseadmete tüübid.
Põletustöötlemistehnoloogiate tüübid
Keevitus- ja põletuspingid kasutavad tooriku vormimiseks soojust. Kõige levinumad keevitus- ja põletustöötlustehnoloogiad on järgmised:
Laserlõikus: Lasermasin kiirgab kitsast suure energiaga valgusvihku, mis tõhusalt sulatab, aurustab või põletab materjali. CO2: YAG laserid on kõige levinumad töötluses kasutatavad tüübid. Laserlõikeprotsess sobib hästi terase vormimiseksvõi söövitada mustrid materjalitükiks. Selle eelised hõlmavad kvaliteetset pinnaviimistlust ja äärmist lõiketäpsust.
Hapnikkütuse lõikamine: See töötlusmeetod, mida tuntakse ka kui gaaslõikamist, kasutab materjali sulatamiseks ja lõikamiseks põletusgaaside ja hapniku segu. Atsetüleen, bensiin, vesinik ja propaan toimivad sageli gaasikeskkonnana nende suure süttivuse tõttu. Selle meetodi eelised hõlmavad suurt teisaldatavust, väikest sõltuvust primaarsetest toiteallikatest ja võimalust lõigata pakse või kõvasid materjale, näiteks tugevaid terasetüüpe.
Plasma lõikamine: Plasmapõletid tekitavad elektrikaare, muutes inertgaasi plasmaks. See plasma saavutab äärmiselt kõrge temperatuuri ja kantakse toorikule suurel kiirusel, et sulatada ära soovimatu materjal. Protsessi kasutatakse sageli elektrit juhtivate metallide puhul, mis nõuavad täpset lõikelaiust ja minimaalset ettevalmistusaega.
Erosioonitöötlustehnoloogiate tüübid
Kui põlevad tööriistad kasutavad liigse materjali sulatamiseks kuumust, siis erosiooniga töötlemisseadmed kasutavad materjali toorikult erodeerimiseks vett või elektrit. Kaks peamist erosioonitöötlustehnoloogia tüüpi on:
Veejoaga lõikamine: selles protsessis kasutatakse materjali läbilõikamiseks kõrgsurve all olevat veevoolu. Erosiooni hõlbustamiseks võib veevoolule lisada abrasiivset pulbrit. Veejoaga lõikamist kasutatakse tavaliselt materjalide puhul, mis võivad kuumusest mõjutatud tsooni tõttu kahjustuda või deformeeruda.
Elektrilahendusega töötlemine (EDM): See protsess, mida tuntakse ka kui sädemetöötlust, kasutab elektrikaarelahendusi, et luua mikrokraatreid, mille tulemuseks on kiiresti täielikud lõiked. EDM-i kasutatakse rakendustes, mis nõuavad keerulisi geomeetrilisi kujundeid kõvades materjalides ja väikeste tolerantside korral. EDM nõuab, et alusmaterjal oleks elektrit juhtiv, mis piirab selle kasutamist raudsulamitega.
CNC töötlemine
Arvutiga arvjuhtimine on arvutipõhine tehnika, mida saab kasutada koos paljude erinevate seadmetega. See nõuab tarkvara ja programmeerimist, tavaliselt G-koodi keeles, et juhtida töötlemistööriista töödeldava detaili kujundamisel vastavalt eelseadistatud parameetritele. Erinevalt käsitsi juhitavatest meetoditest on CNC-mehaaniline töötlemine automatiseeritud protsess. Mõned selle eelised hõlmavad järgmist:
Kõrged tootmistsüklid: Kui CNC-masin on korralikult kodeeritud, vajab see tavaliselt minimaalset hooldust või seisakuid, mis võimaldab kiiremat tootmiskiirust.
Madalad tootmiskulud: Tänu oma käibekiirusele ja madalatele käsitsitöövajadustele võib CNC-mehaaniline töötlemine olla kulutõhus protsess, eriti suurte tootmismahtude puhul.
Ühtlane tootmine: CNC-mehaaniline töötlemine on tavaliselt täpne ja tagab toodete kõrge järjepidevuse.

Täppistöötlus
Täppistöötluse vormiks võib pidada mis tahes töötlemisprotsessi, mis nõuab väikseid lõiketolerantse või parimat pinnaviimistlust. Nagu CNC-mehaaniline töötlemine, saab ka täppistöötlust rakendada paljude valmistamismeetodite ja tööriistade puhul. Sellised tegurid nagu jäikus, summutus ja geomeetriline täpsus võivad mõjutada täppistööriista lõike täpsust. Täppistöötluse rakendustes on oluline ka liikumisjuhtimine ja masina reageerimisvõime kiirel ettenihkekiirusel.




