








Kuidas neid õhukeseseinalisi osi toodetakse?

Metalli ketramine on lehtmetalli sümmeetriline pöörlev vormimisprotsess. Spindel paneb tooriku ja vormisüdamiku pöörlema ning seejärel avaldab pöörlev ratas pöörlevale toorikule survet. Tänu ketrusmasina peavõlli pöörlevale liikumisele ning tööriista piki- ja põikisuunalisele etteande liikumisele laieneb see lokaalne plastiline deformatsioon järk-järgult kogu toorikule, saades seeläbi erineva kujuga õõnsad pöörlevad kehaosad.
Protsessi maksumus: vormi maksumus (madal), ühe tüki maksumus (keskmine)
Tüüpilised tooted: mööbel, lambid, lennundus, transport, lauanõud, ehted jne.
Sobiv saagis: väikese ja keskmise partii tootmine


Pinnakvaliteet:
Pinnakvaliteet sõltub suuresti operaatori oskustest ja tootmiskiirusest
Töötlemiskiirus: Mõõdukas kuni kõrge tootmiskiirus, olenevalt detaili suurusest, keerukusest ja lehtmetalli paksusest
Kohaldatavad materjalid:
Sobib soojadele metalllehtedele nagu roostevaba teras, messing, vask, alumiinium, titaan jne.
Disaini kaalutlused:
1. Metallist ketrus sobib ainult pöörlemissümmeetriliste detailide valmistamiseks ja ideaalseim kuju on poolkerakujulised õhukese kestaga metallosad;
2. Metallist ketramisel moodustatud osade puhul tuleks siseläbimõõtu reguleerida 2,5 m piires.

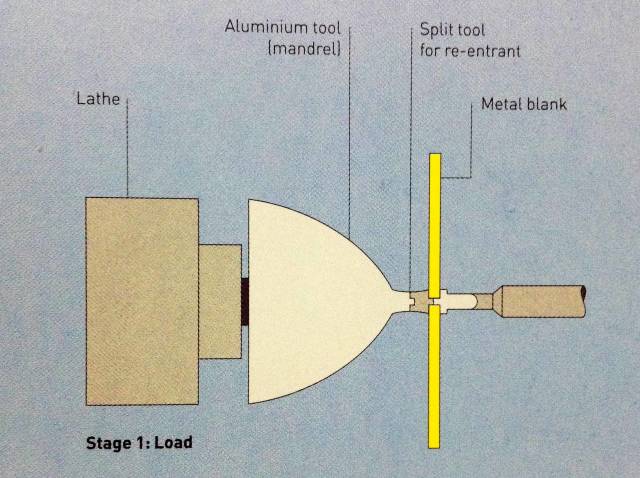
1. samm: kinnitage lõigatud ümmargune metallleht masina südamikule.
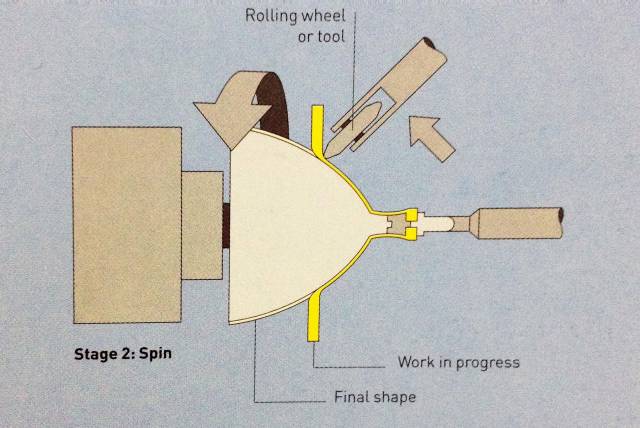
2. samm: Torn paneb ümmarguse metallplaadi suurel kiirusel pöörlema ja jooksjaga tööriist hakkab metallpinda vajutama, kuni metallplaat sobib täielikult vormi siseseinaga.
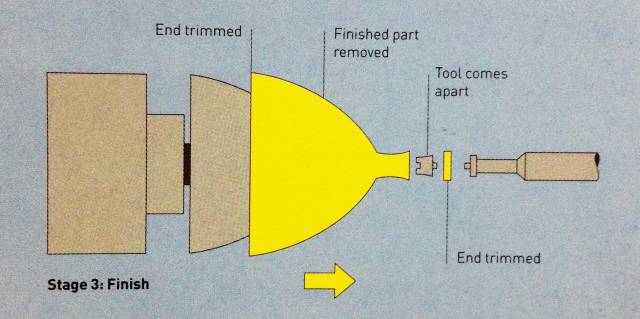
3. samm: pärast vormimise lõpetamist eemaldatakse südamik ning detaili ülemine ja alumine osa lõigatakse lahti.
Saada meile oma sõnum:
-

Alumiiniumist CNC-töötlusosad
-

Alumiiniumist lehtmetalli valmistamine
-

Telje ülitäpsed CNC-töötlusosad
-

CNC-töödeldud osad Itaalia jaoks
-

CNC-mehaaniline alumiiniumosad
-

Autoosade töötlemine
-

Titaanisulamist sepised
-

Titaanist ja titaanisulamist liitmikud
-

Titaanist ja titaanisulamist sepised
-

Titaanist ja titaanisulamist juhtmed
-

Titaanist baarid
-

Titaanist õmblusteta torud
-

Titaanist keevitatud torud/torud